Complex deep hole machining is becoming more and more challenging. Parts often require additional features, such as very small hole finishes, internal chambers, pore diameter changes, contours, grooves, threads, and changing hole orientations. To efficiently obtain such holes with small tolerances, not only requires rich experience and R&D resources, but also engineering capabilities, application facilities, and substantial customer participation.
Deep hole machining (DHM)
It is a processing field dominated by tools designed for existing applications. Many different industries are involved in deep hole machining, but the most widely used are the energy and aerospace industries. At first, some deep hole part features often seem to be impossible to form, but the non-standard tool solutions designed by experts not only solve process problems, but also ensure that they are executed with high efficiency and error-free to a certain extent.
The increasing demand for complex holes and the urgent need to shorten the processing time have promoted the development of modern deep hole processing technology. For decades, deep hole drilling has been an efficient machining method using carbide tools, but hole bottom boring has begun to appear as a bottleneck.
Now, the success in this field of machining is usually based on the mixed use of standard and special tool components, which have experience in designing special deep hole machining tools. These tools are equipped with extended high-precision tool holders, support functions and integrated reamers, combined with the latest cutting edge geometry and insert materials, as well as efficient coolant and chip control, can achieve the highest penetration rate and Obtain the required high-quality results with process safety.

Figure 1 The parts that stop deep hole machining first need to drill very deep holes, and then often all kinds of complex features are processed. The success of deep hole machining is usually based on the mixed use of specifications and common tool components, which have the experience of designing non-standard tools. This kind of non-standard tool based on T-Max 424.10 drill bit is a part of single pipe application.
In deep hole drilling, small diameter holes below 1mm are processed by carbide gun drills, but for holes of 15mm and above, generally welded edge drills are used, and for holes of 25mm and above, indexable inserts are used Only the drill can perform very efficient drilling. Modern indexable insert technology and drilling pipe systems also provide new possibilities for special tools for deep hole machining.
When the hole depth exceeds 10 times the hole diameter, the processed hole is generally considered to be very deep. When the hole depth reaches 300 times the diameter, special technology is required, and a single-pipe or double-pipe system can be used for drilling. In the long process of machining to the bottom of these holes, special kinematics, tool configuration and correct cutting edges are required to complete the machining of the inner chamber, grooves, threads and cavities. For more CNC knowledge, please pay attention to the WeChat public account (CNC programming teaching). Support plate technology is another important field, and it is also very important in deep hole drilling. Now it is also making great progress as a part of deep hole processing technology. These include qualified tools that are suitable for this field and can provide higher performance.
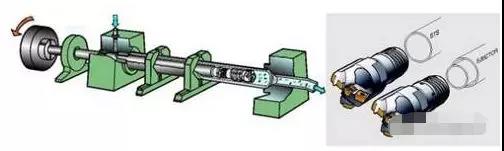
Figure 2 In deep hole processing, small diameter holes below 1mm are processed by carbide gun drills, but for holes of 15mm and above, welded blade drills are generally used, and for holes of 25mm and above, use can be turned The bit-blade drill bit can perform these processes very efficiently in the single-pipe system and the Ejector double-pipe system. Sandvik Coromant Global Center for Deep Hole Machining can provide development, design and testing resources for the industry to develop parts and processes. In addition to low-volume applications, the center also works closely with many industries, all of which require higher parts output and touch a small number of high-quality holes, such as heat exchangers and billets.
Process opportunity
Today's manufacturing requirements require a deep hole machining solution that is completely different from deep hole drilling (the subsequent single-edge boring process, which usually has to be performed on other machine tools). Even on a multi-task machine, a single fixture requires this method. For example, to process a hole with a depth of several meters, the hole diameter is about 100mm, one end must be threaded, and the inner chamber deep into the hole has a larger diameter. Generally, for more CNC knowledge, please pay attention to the WeChat public account (CNC programming teaching). When the drilling is completed, after moving the part to the lathe, these features are then added to the hole through the boring process. Now deep hole machining combines the ability of a tool to perform subsequent processes, and there is no restriction on machine tool adjustments. This new tool technology has broadened its operating capabilities, enabling these demanding features to be machined more efficiently within smaller constraints.
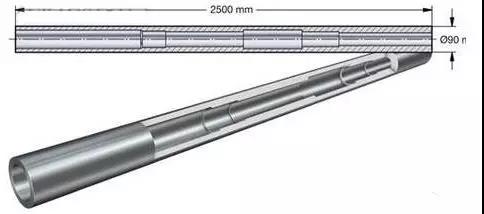
An example of high-efficiency feature processing using deep hole processing technology is petroleum exploration parts. This type of part is about 2.5m long, has some complex features, and has small tolerances. To obtain tight tolerances and excellent surface finish, the tool solution first involves drilling a hole with a diameter of 90mm and then finishing with a floating reamer. After reaching the depth of 1.5m, the hole with a diameter of 115mm is reamed and reamed. The other partition enters the hole about halfway, and then it is also reamed and reamed, and the processing is completed by chamfering. Finally, boring and reaming are carried out to form two chamfered (also reamed to the finished size) inner chamber.
The deep hole machining global center's public deep hole machining tool brings a non-standard disposal plan suitable for the parts of this power industry. The cutting time has been extended from more than 30 hours to 7 and a half hours. This non-standard tool disposal program can provide the required tight tolerances and surface brightness throughout the relatively complex hole. The process includes a deep hole drilling and the use of floating reamer to stop finishing. Then it reached a depth of 1.5m, and stopped reaming and reaming the hole with a diameter of 115mm. Then stop reaming and reaming of the shorter part in the other deep hole, and form a chamfer. Finally, stop boring and reaming to form two inner chambers with chamfers (also reamed to the finished size).
In normal processing, it takes more than 30 hours to complete this part on the machine tool. The deep hole machining solution equipped with special tools can shorten the time to 7.5 hours.
Efficiency improvement
Completely different from multi-operation clamping, the use of deep hole processing technology can also improve production efficiency when the batch is large. It is not surprising that the cutting time has been reduced by 80%. An example of proving capability is that know-how in tool and insert design can maximize cutting edge load safety. Load balancing and optimized cutting action on the optimal number of inserts can allow for higher penetration rates, thereby reducing machining time. In terms of accuracy, small tolerances are the specialty of deep hole machining. 70% of the holes have a concentric inner diameter, with a typical tolerance of 0.2mm and a diameter tolerance of 20 microns.
Deep hole off center line
Another example of hole drilling that requires high tooling and application know-how is the machining of very deep holes in the generator shaft of a power station. In this case, for more CNC knowledge, please pay attention to the WeChat public account (CNC programming teaching). Generpro, an expert in the power generation industry, must process 90 tons of forged steel parts asymmetrically with the axis center line, and the hole is close to 5.5m long. , The diameter is just over 100mm. Such deep holes must be drilled at a certain angle, and the position tolerance must be within 8mm when exiting.
Drilling direction, chip breaking and chip evacuation, and absolutely no waste on the pre-machined axis are essential for this application. The tool solution includes a special drill bit and a new type of support plate. A drilling test is required before application on the shaft, and the results prove to be more efficient and reliable-and the exit position is within 2.5mm of the target.
In many cases, the use of modern hole processing technology shows that the processing time is greatly shortened-from several hours to less than one hour-and makes many complex features machinable.

